一、概述
HR-ch0602型β/γ射线测厚仪基于β/γ射线穿透被测物质后其强度发生变化的原理,主要用于塑料薄膜、金属箔、橡胶、金属板材等的厚度测量。它的特点如下:
1. 穿透式、非接触、连续地在线自动测量;
2. 探测器采用气体电离室,具有精度高、反应快、漂移小等特点;
3. 采用工控机(工业PC)作为主机,以保证系统的稳定性和可靠性;
4. 主机操作系统采用Window 7,使图形显示功能、数据记录功能大大增强;
5. 放射源快门为气动结构,操作方便、安全可靠;
6. 扩充性强,可配用单探头、双探头或多探头;
7. 输出多路模拟信号和开关信号,具有控制功能;
8. 具有历史数据查询和网络通信功能。
二、主要技术指标
1.测量范围:
Am-241 γ放射源:0.15-5mm(钢铁)
Cs-137 γ放射源:2.5-60mm(钢铁)
Co-60 γ放射源:4-90mm(钢铁)
Pm-147放射源:5-100g/m2
Kr-85放射源:10-1200g/m2
Sr-90放射源:500-5000g/m2
2.测量精度:<±0.3%~0.05%(视放射源强度及测量条件而定)
3.测量面积:Ф20-Ф60 mm
5.功耗:AC220V±10% 1000VA
6.压缩空气:0.4MPa-0.8MPa
7.使用环境:温度:-10-40℃ 相对湿度≤95%
三、工作原理
放射源和电离室相对排列,被测物在二者之间。射线穿透被测物,有部分射线被吸收,未被吸收的部分射到电离室,使其中气体电离,产生电离电流。该电流经微电流放大器转变为电压信号,进入工控机后经过A/D转换变为数字量,再经过归一化处理、非线性校正及各种补偿运算,得出被测物的面密度和厚度值。测量结果在显示器屏幕上以数字、曲线的形式实时显示,同时输出控制信号。
四、仪器的组成部分
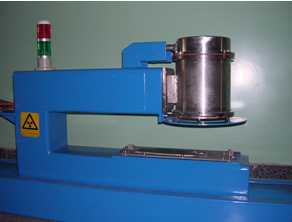
1、 测量头
测量头主体是C型架,其前上方是探测器(电离室),前下方是放射源盒。放射源的开关由气动快门控制。C型架正上方是指示灯,放射源关时绿灯亮,放射源开时红灯亮。
2、 气动控制箱
内装空气滤清器、电磁阀等。
3、 电源箱
内装两个开关电源(±15V、+24V)和接线端子。
4、 工控机、显示器、鼠标、键盘、打印机。
工控机内装CPU卡PCA-6003、数据采集卡PCL-812、隔离开关量输入和继电器输出卡PCL-725。操作系统为Windows 2000。
五、软件使用说明
概述
该软件为HR-ch0602型测厚仪专用,安装在工控机(工业PC)上,系统平台为Windows-2000或XP。工控机内除了主板外,还插有研华公司的板卡:PCI-1718(用于A/D)、PCI-1720(用于D/A)。
该软件主要功能是:(1)以30mS周期连续采集两个测量头传送来的0-20mA厚度信号;(2)以30mS周期连续输出±10V厚差信号;(3)通过RS-485串行通信接口,带两个大型LED数码管显示器在现场实时显示厚度的瞬时值;(4)通过RS-232串行通信接口,接收触摸屏设定的目标厚度值。
该软件以数字和曲线形式显示厚度瞬时值。操作人员一经设定上班/下班,厚度曲线和其它数据将自动贮存。可供日后按日期查阅。
测厚仪的使用方法和步骤
1. 打开接线箱总电源开关和两个分开关(分别控制两个测量头)。
2. 打开工控机电源开关(后面板),按工控机前面板上的开机按钮,进入Windows 2K,单击桌面上测厚仪快捷键,进入测厚仪程序。
3. 在放射源快门关闭情况下(C型架上绿灯亮),单击“本底校正”,进入F3画面,进行本底校正。
4. 在现场端,将放射源开关扳向开,放射源快门打开(C型架上红灯亮)。单击“零点校正”,进入F4画面,进行零点校正。
5. 在触摸屏上设定两个目标厚度,发送到测厚仪的工控机。
6. 将C型架推入测量位置,等待测量。
7. 单击“在线测量”,进入F1画面。在F1画面上,选择“班号”,设置“批号”后,单击“上班”按钮。观察测量曲线。
8. 待工作正常后,在F1画面,将AGC开关打到开的位置。
9. 待本班下班,或者一卷带钢轧制完成后,单击“下班”按钮。这时,将从上班开始的曲线和数据形成文件储存。
以下按画面介绍软件的使用。
起始画面
本测量系统由开始界面和5个功能界面组成。在各界面之间切换可用F1-F5键和Esc键直接进行。
在开始界面按Esc键,或用鼠标点击结束按钮,确认真的要结束之后可退出本测量系统。
● 注意:退出过程一定要按规范进行。用其它方法强行退出会产生参数丢失等问题,使下次启动遇到不必要的麻烦。
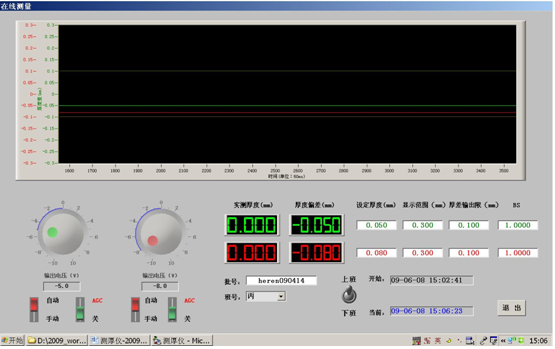
在线测量(F1)画面
画面上半部分是厚度曲线,横轴是时间,纵轴是厚度偏差(显示范围可设定)。厚度曲线的一个记录最长是24小时。如果要保存曲线,一定要在24小时内进行,否则被覆盖。
画面左下方显示瞬时的输出电压。电压值在±10V之间,可设定厚差信号的输出限即对应的厚差范围。
画面右下方是参数设置区:
批号:可选最多12个字符。
设定厚度:即当前轧制的目标值,单位mm。
显示范围:即厚度曲线框的纵轴显示范围。
厚差信号输出限:输出电压±10V对应的厚差范围。如出厂设为0.100mm,即厚差±100μm对应±10V输出电压。
BS值:测厚仪在安装后必须进行标定(见F5画面)。如果经过标定后,在线测量的结果与实际值仍有微小的差距,这时可微调BS值、使显示的厚度值放大或缩小一个因子。公式如下:
新BS值= (实际厚度值/ 显示的厚度值)x原BS值 注意:BS值应接近于1。否则应重新进行标定(F5画面)。
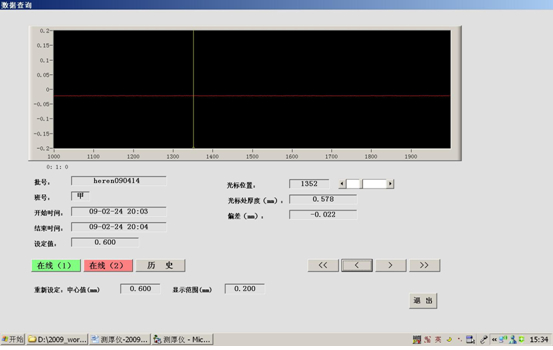
数据查询(F2)画面
(1)要查询当前测量曲线,点击在线按钮,即在线(1)、在线(2)。
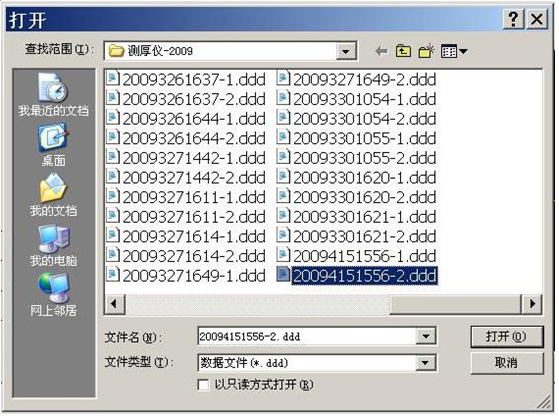
(2) 要查询历史数据曲线,点击历史按钮,将出现如下对话框,选择要查看的文件名。
(3) 点击《 、 〈 、 〉 、 》 ,可使曲线前移、后移。
(4) 用鼠标点击并拉动滑块,可移动曲线图上的光标线。这时,屏幕显示光标位置、光标处的厚度值及偏差。
(5) 可重新设置显示参数:厚度曲线中心值和显示范围。
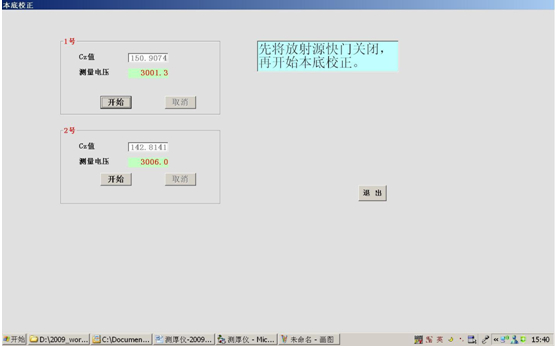
本底校正(F3)画面
将放射源关闭。按F3键,进入本底校正画面。在1号、2号方框中,用鼠标点击“开始”,进入自动获取数据的过程,6秒钟后,Cz值自动更新。如果要中途停止Cz校正,可按“取消”。
Cz值应小于100,否则应检查硬件故障。
两个测量头是独立的,可分别进行校正,不会影响另一个测量头的工作。
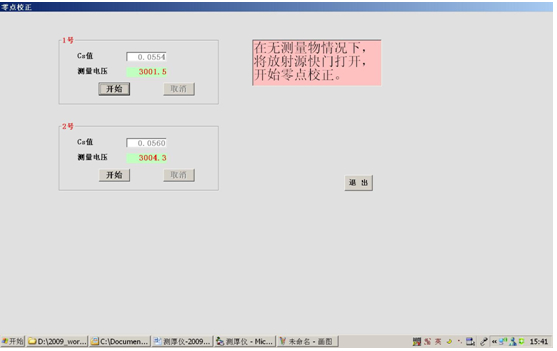
零点校正(F4)画面
将放射源快门打开,无任何测量物。按F4键,进入零点校正画面。在1号、2号方框中,用鼠标点击“开始”,进入自动获取数据的过程,6秒钟后,Cs值自动更新。如果要中途停止Cs校正,可按“取消”。
Cs值应大于0.5,否则应检查硬件故障。
两个测量头是独立的,可分别进行校正,不会影响其它测量头的工作。
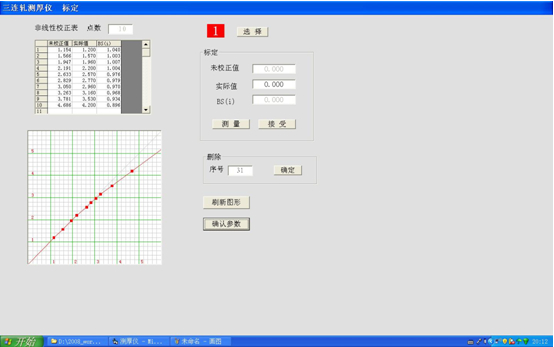
标定(F5)画面
标定是指建立一个非线性校正表。在不做非线性校正的情况下,显示的测量值是根据理论计算得到的。在动态在线测量情况下,应该根据实际值和显示值的比对,建立非线性校正表。有了表以后,在测量中,程序根据表中的数据进行插值运算,使显示值更接近于它的实际值。
建立非线性校正表的过程如下:
(1)首先选择测量头1-2;
(2) 将标准板放入测量头的测量空间。其位置要尽量接近在线测量位置。
(3) 键入标准板的实际厚度。点击测量,待几秒钟后,未校正值得到更新后,点击接受。这时左面的非线性表更新,出现刚才标定的数据点。
(4) 选择其他厚度的标准板按以上步骤标定。
(5) 删除表中无用的数据点;
(6) 点击刷新图形按钮,检查表中各点的分布,应平滑无奇点。
(7) 如标定结束,点击确认参数。如果不确认,当退出标定画面时,对非线性表所做的修改将丢失。
● 注意:在多点标定过程中,BS校正因子值应不变。
|